- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
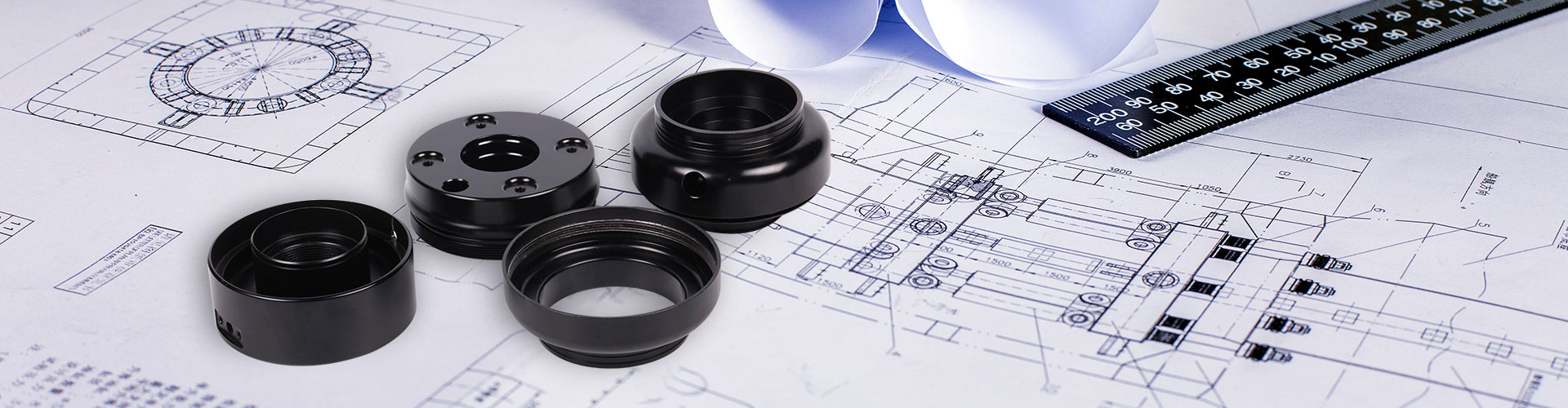
Investment casting process
2022-10-14
Castings can be made from an original wax model (the direct method) or from wax replicas of an original pattern that need not be made from wax (the indirect method). The following steps describe the indirect process, which can take two to seven days to complete.
- Produce a master pattern: An artist or mould-maker creates an original pattern from wax, clay, wood, plastic, or another material.[5] In recent years the production of patterns using 3D printing of models produced by computer-aided design software has become popular using mainly resin based Stereolithography (SLA) or DLP 3D printers for high resolution patterns or standard PLA filament when high levels of accuracy are not required. If using a 3D Printed pattern proceed directly to step 5.
- Create a mould: A mould, known as the master die, is made to fit the master pattern. If the master pattern was made from steel, the master die can be cast directly from the pattern using metal with a lower melting point. Rubber moulds can also be cast directly from the master pattern. Alternatively, a master die can be machined independently—without creating a master pattern.[5]
-
Produce wax patterns: Although called wax patterns, pattern materials may also include plastic and frozen mercury.[5] Wax patterns can be produced in one of two ways. In one process, the wax is poured into the mould and swished around until an even coating, usually about 3 mm (0.12 in) thick, covers the inner surface of the mould. This is repeated until the desired pattern thickness is reached. Another method involves filling the entire mould with molten wax and letting it cool as a solid object.[citation needed]
If a core is required, there are two options: soluble wax or ceramic. Soluble wax cores are designed to melt out of the investment coating with the rest of the wax pattern; ceramic cores are removed after the product has hardened.[5] - Assemble wax patterns: Multiple wax patterns can be created and assembled into one large pattern to be cast in one batch pour. In this situation, patterns are attached to a wax sprue to create a pattern cluster, or tree. To attach patterns, a heating tool is used to slightly melt designated wax surfaces, which are then pressed against each other and left to cool and harden. As many as several hundred patterns can be assembled into a tree.[5][6] Wax patterns can also be chased, which means parting lines or flashings are rubbed out using the heated metal tool. Finally, patterns are dressed (by removing imperfections) to look like finished pieces.[7]
-
Apply investment materials: The ceramic mould, known as the investment, is produced by repeating a series of steps—coating, stuccoing, and hardening—until a desired thickness is achieved.
- Coating involves dipping a pattern cluster into a slurry of fine refractory material and then draining to create a uniform surface coating. Fine materials are used in this first step, also called a prime coat, to preserve fine details from the mould.
- Stuccoing applies coarse ceramic particles by dipping patterns into a fluidised bed, placing it in a rainfall-sander, or by applying materials by hand.
- Hardening allows coatings to cure. These steps are repeated until the investment reaches its required thickness—usually 5 to 15 mm (0.2 to 0.6 in). Investment moulds are left to dry completely, which can take 16 to 48 hours. Drying can be accelerated by applying a vacuum or minimizing environmental humidity. Investment moulds can also be created by placing the pattern clusters into a flask and then pouring liquid investment material from above. The flask is then vibrated to allow entrapped air to escape and help the investment material fill any small voids.[5][8]
- Materials: common refractory materials used to create the investments are: silica, zircon, various aluminium silicates, and alumina. Silica is usually used in the fused silica form, but sometimes quartz is used because it is less expensive. Aluminium silicates are a mixture of alumina and silica, where commonly used mixtures have an alumina content from 42 to 72%; at 72% alumina the compound is known as mullite. During the primary coat(s), zircon-based refractories are commonly used, because zirconium is less likely to react with the molten metal.[8] Prior to silica, a mixture of plaster and ground up old moulds (chamotte) was used.[9] The binders used to hold the refractory material in place include: ethyl silicate (alcohol-based and chemically set), colloidal silica (water-based, also known as silica sol, set by drying), sodium silicate, and a hybrid of these controlled for pH and viscosity.
- Dewax: Once ceramic moulds have fully cured, they are turned upside-down and placed in a furnace or autoclave to melt out and/or vaporize the wax. Most shell failures occur at this point because the waxes used have a thermal expansion coefficient that is much greater than the investment material surrounding it—as the wax is heated it expands and introduces stress. To minimize these stresses the wax is heated as rapidly as possible so that outer wax surfaces can melt and drain quickly, making space for the rest of the wax to expand. In certain situations, holes may be drilled into the mould before heating to help reduce these stresses. Any wax that runs out of the mould is usually recovered and reused.[10]
- Burnout preheating: The mould is then subjected to a burnout, which heats the mould to between 870 °C and 1095 °C to remove any moisture and residual wax, and to sinter the mould. Sometimes this heating is also used to preheat the mould before pouring, but other times the mould is allowed to cool so that it can be tested. Preheating allows the metal to stay liquid longer so that it can better fill all mould details and increase dimensional accuracy. If the mould is left to cool, any cracks found can be repaired with ceramic slurry or special cements.[10][11]
- Pouring: The investment mould is then placed open-side up into a tub filled with sand. The metal may be gravity poured or forced by applying positive air pressure or other forces. Vacuum casting, tilt casting, pressure assisted pouring and centrifugal casting are methods that use additional forces and are especially useful when moulds contain thin sections that would be otherwise be difficult to fill.[11]
- Divesting: The shell is hammered, media blasted, vibrated, waterjeted, or chemically dissolved (sometimes with liquid nitrogen) to release the casting. The sprue is cut off and recycled. The casting may then be cleaned up to remove signs of the casting process, usually by grinding.[11]
- Finishing: After grinding, the completed casting is then subject to finishing. This usually goes further than grinding, with impurities and negatives being removed via hand tooling and welding. In the case that the part needs additional straightening, this process is usually carried out by hydraulic straightening presses, which bring the product in line with its tolerances.[12]
Previous:The characteristics of the Hydraulic